Όταν επιλέγετε περιστροφικά φρέζες καρβιδίου βολφραμίου, οι περισσότεροι αγοραστές επικεντρώνονται στην ποιότητα του καρβιδίου, τη σκληρότητα ή το μέγεθος του στελέχους — αλλά συχνά παραβλέπουν έναν από τους πιο σημαντικούς παράγοντες απόδοσης: τη γεωμετρία των δοντιών.
Ο σχεδιασμός των δοντιών (που ονομάζεται επίσης αυλάκι ή μοτίβο κοπής) καθορίζει άμεσα την ταχύτητα κοπής, την απόδοση αφαίρεσης τσιπ, το φινίρισμα της επιφάνειας, την παραγωγή θερμότητας και τη διάρκεια ζωής του εργαλείου.
Εάν είστε διανομέας εργαλείων, βιομηχανικός αγοραστής ή διευθυντής αγορών εργοστασίου, η κατανόηση της γεωμετρίας των δοντιών θα σας βοηθήσει να επιλέξετε τη σωστή φρέζα καρβιδίου για κάθε εφαρμογή — και να αποφύγετε περιττά έξοδα εργαλείων.
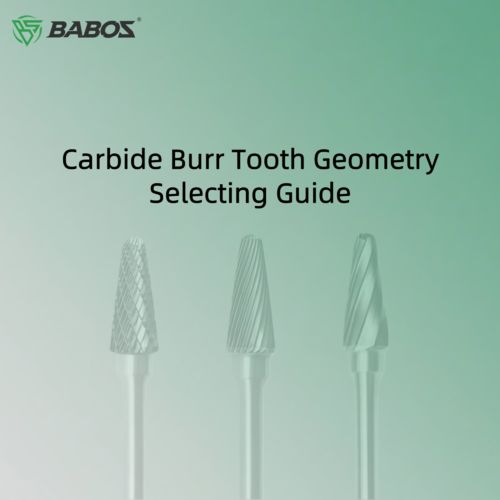
Τι είναι η γεωμετρία των δοντιών στις περιστροφικές φρέζες καρβιδίου;
Η γεωμετρία των δοντιών αναφέρεται στο σχήμα, το μέγεθος και τη διάταξη των κοπτικών ακμών στην κεφαλή της φρέζας καρβιδίου. Αυτά τα κοπτικά δόντια αφαιρούν υλικό με περιστροφική λείανση υψηλής ταχύτητας και η δομή των δοντιών ελέγχει:
- Πόσο επιθετικά αφαιρείται το υλικό
- Πόσο ομαλά κόβει η φρέζα
- Πώς εκφορτίζονται τα τσιπ
- Πόσο διαρκεί η φρέζα
Ένα καλά σχεδιασμένο μοτίβο δοντιών βελτιώνει την απόδοση κοπής κατά 30–50% και μειώνει σημαντικά τη φθορά του εργαλείου.
Συνήθεις τύποι δοντιών φρεζών καρβιδίου
Τύπος δοντιού
Εμφάνιση
Χάλυβας, χυτοσίδηρος
Χαρακτηριστικά
Μονή κοπή (SC)
Σπειροειδή δόντια σε μία κατεύθυνση
SS, χάλυβας κράματος
Γρήγορη αφαίρεση υλικού
Διπλή κοπή (DC)
Δόντια διασταυρούμενης κοπής
Ανοξείδωτος χάλυβας, σκληρυμένος χάλυβαςΟμαλότερο φινίρισμα, σταθερή κοπή
Κοπή αλουμινίου (AL)
Μεγάλο μονό αυλάκι
Αλουμίνιο, ορείχαλκος, πλαστικά
Αντι-φράξιμο
Μονή κοπή έναντι διπλής κοπής έναντι κοπής αλουμινίου – Σύγκριση απόδοσης
Παράγοντας απόδοσης
Μονή κοπή
Επιθετική κοπή
Σταθερότητα υπό θερμότητα
Καθαρή κοπή
★★★★
★★★
Καλύτερο για
Σταθερότητα κραδασμών
★★
★★★★
★★★
Καλύτερο για
★
★★★★
★★★
Σταθερότητα κραδασμών
★★
★★★★
★★★
Καλύτερο για
Χάλυβας, χυτοσίδηρος
SS, χάλυβας κράματος
Αλουμίνιο, χαλκός
*
Εάν πουλάτε σε μεταλλουργεία ή διανομείς, συμπεριλάβετε πάντα και τους 3 τύπους δοντιών στον κατάλογό σας — καλύπτουν το 90% των αναγκών της αγοράς.Πώς η γεωμετρία των δοντιών επηρεάζει την απόδοση κοπής
1. Αποτελεσματικότητα αφαίρεσης τσιπ: Τα σχέδια μεγάλων αυλακιών αφαιρούν τα τσιπ πιο γρήγορα (καλύτερα για αλουμίνιο), ενώ τα δόντια διασταυρούμενης κοπής μειώνουν το μέγεθος των τσιπ (καλύτερα για ανοξείδωτο χάλυβα).
2. Ταχύτητα κοπής: Η επιθετική γεωμετρία αυλακιού αυξάνει τον ρυθμό αφαίρεσης, αλλά απαιτεί επίσης υψηλότερο RPM και σταθερά εργαλεία.
Συνιστώμενες ταχύτητες λειτουργίας
Διάμετρος κεφαλής φρέζας (rmp/min)
3mm(1/8")
6mm(1/4")
10mm(3/8")
12mm(1/2")
16mm(5/8")
Μέγιστη ταχύτητα λειτουργίας
90000
65000
45000
35000
25000
20000
Χρήσιμο εύρος
60000-80000
30000-45000
10000-50000
7000-30000
6000-20000
Συνιστώμενη αρχική ταχύτητα
80000
45000
25000
20000
15000
3. Παραγωγή θερμότητας: Λάθος τύπος δοντιού = υπερβολική θερμότητα = φθορά εργαλείου + εγκαύματα στο τεμάχιο εργασίας.
Χρήσιμο εύρος
60000-80000
22500-60000
15000-40000
11000-30000
9000-20000
Συνιστώμενη αρχική ταχύτητα
80000
45000
30000
25000
20000
15000
Χρήσιμο εύρος
60000-80000
30000-45000
30000-40000
22500-30000
18000-20000
Συνιστώμενη αρχική ταχύτητα
80000
40000
30000
25000
20000
15000
Χρήσιμο εύρος
60000-80000
30000-45000
19000-30000
15000-22500
12000-18000
Συνιστώμενη αρχική ταχύτητα
80000
40000
25000
20000
15000
3. Παραγωγή θερμότητας: Λάθος τύπος δοντιού = υπερβολική θερμότητα = φθορά εργαλείου + εγκαύματα στο τεμάχιο εργασίας.
4. Δόνηση & Σταθερότητα: Οι φρέζες διπλής κοπής μειώνουν τη δόνηση και βελτιώνουν τον έλεγχο — ιδανικό για χειροκίνητες λειτουργίες λειαντήρα μήτρας.
5. Διάρκεια ζωής εργαλείου: Η βελτιστοποιημένη γεωμετρία των δοντιών μειώνει την τριβή και τη φόρτωση — επεκτείνει τη διάρκεια ζωής της φρέζας κατά 25–40%.
Επιλογή της σωστής γεωμετρίας δοντιών για διαφορετικά υλικά
Υλικό
Συνιστώμενος τύπος δοντιού
Λόγοι για τη σύσταση
Ανθρακούχος χάλυβας
Μονή κοπή
Επιθετική κοπή
Ανοξείδωτος χάλυβας
Διπλή κοπή
Σταθερότητα υπό θερμότητα
Σκληρυμένος χάλυβας
Διπλή κοπή
Σταθερότητα υπό θερμότητα
Αλουμίνιο
Κοπή αλουμινίου
Καθαρή κοπή
Τιτάνιο
Διπλή κοπή
Σταθερότητα υπό θερμότητα
Ορείχαλκος/Χαλκός
Κοπή αλουμινίου
Καθαρή κοπή
Συχνές ερωτήσεις – Οι αγοραστές ρωτούν επίσης
Ε1: Ποιος τύπος δοντιού φρέζας καρβιδίου διαρκεί περισσότερο;
Οι φρέζες διπλής κοπής παρέχουν γενικά την καλύτερη ισορροπία μεταξύ ταχύτητας και διάρκειας ζωής του εργαλείου.
Ε2: Μπορώ να ζητήσω ειδική γεωμετρία δοντιών;
Ναι — η προσαρμογή OEM του σχεδιασμού των δοντιών είναι διαθέσιμη για παραγγελίες όγκου.
Ε3: Ποιος τύπος δοντιού είναι καλύτερος για ανοξείδωτο χάλυβα;
Φρέζες διπλής κοπής — μειώνουν τη σκλήρυνση, ομαλότερος έλεγχος.
Συμπέρασμα
Η γεωμετρία των δοντιών ελέγχει άμεσα την ταχύτητα κοπής, την αφαίρεση τσιπ, το φινίρισμα της επιφάνειας, τη θερμότητα και τη διάρκεια ζωής του εργαλείου. Η επιλογή του σωστού σχεδιασμού δοντιών σημαίνει υψηλότερη απόδοση και χαμηλότερο κόστος εργαλείων.
Κατασκευάζουμε περιστροφικές φρέζες καρβιδίου βολφραμίου για παγκόσμιους διανομείς εργαλείων και βιομηχανικούς χρήστες
. Έχουμε τα ακόλουθα κύρια πλεονεκτήματα:- Καρβίδιο WC εξαιρετικά λεπτού κόκκου
- CNC λείανση ακριβείας 5 αξόνων
- Συγκόλληση με ασήμι υψηλής αντοχής
- Τυπική & προσαρμοσμένη γεωμετρία δοντιών
- Τιμή εργοστασίου χύμα + γρήγορη παράδοση
Σήμερα υπάρχουν δύο κύριες μέθοδοι συγκόλλησης στην αγορά: η συγκόλληση χαλκού με επίπεδο κάτω μέρος και η συγκόλληση χαλκού μεΣυσκευή με ασημένιο σίδηρο.Ας περιγράψουμε εν συντομία τα πλεονεκτήματα και τα μειονεκτήματα αυτών των δύο μεθόδων συγκόλλησης, τα οποία μπορεί να βοηθήσουν τους πελάτες να κάνουν καλύτερη επιλογή.
Εξεργασία με ζύγιση χαλκού
• Πλεονεκτήματα:Λιγότερο κόστος, μεγαλύτερη περιοχή επαφής για συγκόλληση, θεωρητικά μεγαλύτερη αντοχή.
• Μειονεκτήματα:Πολύπλοκη διαδικασία συγκόλλησης, υψηλή θερμοκρασία συγκόλλησης (περίπου 1100°C), σημαντική επίδραση στη δομή του εργαλείου, πιθανή αστάθεια των επιδόσεων.Η υψηλή θερμοκρασία μπορεί να προκαλέσει ρωγμές στο σκληρό κράμα, συγκεντρωμένη ένταση συγκόλλησης και μεγαλύτερη διακύμανση ποιότητας.
Σίλβερες συγκόλλησης με επίπεδο πάτωμα
•Πρόοδα: απλή δομή συγκόλλησης, χαμηλή ένταση συγκόλλησης, χαμηλότερη απαιτούμενη θερμοκρασία συγκόλλησης (περίπου 800°C), καλύτερη διατήρηση των επιδόσεων τόσο του κράματος κεφαλής όσο και του ατσάλινου σκελετού.Μεγαλύτερη αντοχή συγκόλλησηςΗ σχεδίαση του πυρήνα μειώνει αποτελεσματικά την πίεση συγκόλλησης και εξαλείφει τις μικροτρίχες.
• Μειονεκτήματα: υψηλότερο κόστος.
Εάν απαιτούνται υψηλές επιδόσεις, υψηλής ταχύτητας λειτουργίας και μακρά διάρκεια ζωής της περιστρεφόμενης ταινίας σκληρού κράματος, συνιστάται η συγκόλληση ασημένιου επίπεδου βυθού.παρέχει καλύτερη σταθερότητα και αξιοπιστίαΕάν το κόστος είναι ένα ζήτημα και το σενάριο χρήσης δεν έχει υψηλές απαιτήσεις για την απόδοση του εργαλείου, η συγκόλληση χαλκού με ουρά είναι επίσης μια επιλογή που πρέπει να εξεταστεί.
Η τεχνολογία συγκόλλησης με συγκόλληση και η επιλογή υλικού συγκόλλησης καθορίζουν άμεσα το επίπεδο ποιότητας του φρέζας καρβιδίου.
Η τεχνολογία συγκόλλησης των περιστροφικών φρεζών καρβιδίου είναι ένας από τους βασικούς παράγοντες που επηρεάζουν την ποιότητά τους. Η επιλογή των υλικών συγκόλλησης και των διαδικασιών συγκόλλησης καθορίζει άμεσα το επίπεδο ποιότητας των περιστροφικών φρεζών καρβιδίου.
Επιλογή υλικών συγκόλλησης: Οι περιστροφικές φρέζες καρβιδίου χρησιμοποιούν ένα υλικό συγκόλλησης με ασήμι τύπου core-sandwich, το οποίο έχει ασήμι και στα δύο άκρα και ένα στρώμα πυρήνα από κράμα χαλκού ενδιάμεσα. Η θερμοκρασία συγκόλλησης για αυτό το υλικό είναι περίπου 800°C, η οποία είναι πολύ χαμηλότερη σε σύγκριση με τη θερμοκρασία συγκόλλησης 1100°C που απαιτείται για τα υλικά συγκόλλησης με χαλκό. Αυτό περιορίζει σημαντικά τη ζημιά στις ιδιότητες του καρβιδίου, μειώνει την τάση συγκόλλησης, αποτρέπει μικρορωγμές στο καρβίδιο και παρέχει καλύτερη αντοχή συγκόλλησης.
Επιλογή μεθόδων συγκόλλησης: Υπάρχουν επί του παρόντος δύο κύριες μέθοδοι συγκόλλησης στην αγορά: συγκόλληση με ασήμι με επίπεδο πυθμένα και συγκόλληση με χαλκό σε οπή ουράς. Η συγκόλληση με ασήμι με επίπεδο πυθμένα έχει απλούστερη δομή, χαμηλότερη τάση συγκόλλησης και χαμηλότερη απαιτούμενη θερμοκρασία συγκόλλησης, η οποία διατηρεί καλύτερα την απόδοση του κράματος και της ατσάλινης λαβής. Από την άλλη πλευρά, η συγκόλληση με χαλκό σε οπή ουράς μπορεί να εξοικονομήσει κάποιο υλικό καρβιδίου και είναι φθηνότερη, αλλά η υψηλότερη θερμοκρασία συγκόλλησης μπορεί να προκαλέσει ζημιά στις ιδιότητες του καρβιδίου.
Εξοπλισμός και διαδικασία συγκόλλησης: Η χρήση αυτόματων μηχανών συγκόλλησης είναι ένα κρίσιμο μέρος της διαδικασίας. Στην αυτόματη διαδικασία συγκόλλησης, η άκρη καρβιδίου και η ατσάλινη λαβή μπορούν να ευθυγραμμιστούν αυτόματα για συγκόλληση χωρίς χειροκίνητη παρέμβαση, διασφαλίζοντας σε μεγάλο βαθμό τη σταθερότητα της ποιότητας συγκόλλησης και την εξαιρετική ομοαξονικότητα μεταξύ της ατσάλινης λαβής και της άκρης καρβιδίου μετά τη συγκόλληση.
Ως εταιρεία με πάνω από δέκα χρόνια εμπειρίας στην έρευνα και ανάπτυξη υλικών καρβιδίου, η Chengdu BABOS Cutting Tools έχει βαθιά κατανόηση της απόδοσης των υλικών καρβιδίου. Κατά τη διαδικασία συγκόλλησης των περιστροφικών φρεζών, χρησιμοποιούμε πλήρως αυτοματοποιημένη τεχνολογία συγκόλλησης με ασήμι με επίπεδο πυθμένα, η οποία προστατεύει σε μεγάλο βαθμό την απόδοση του κράματος και εξασφαλίζει εξαιρετική ομοαξονικότητα μεταξύ της ατσάλινης λαβής και της άκρης καρβιδίου.
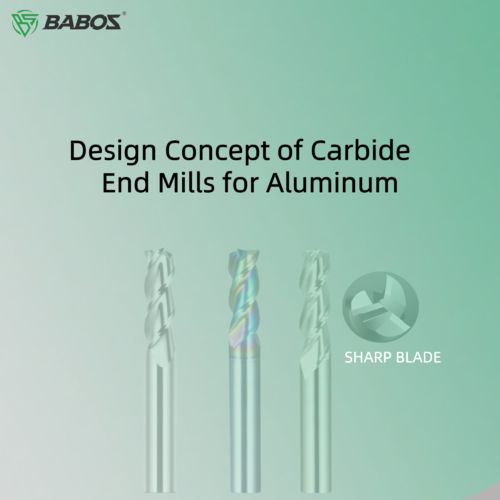
Εισαγωγή
Κατά το σχεδιασμό φρεζών καρβιδίου για αλουμίνιο, είναι απαραίτητο να εξεταστούν διεξοδικά η επιλογή υλικού, η γεωμετρία του εργαλείου, η τεχνολογία επίστρωσης και οι παράμετροι μηχανουργικής κατεργασίας. Αυτοί οι παράγοντες εξασφαλίζουν αποτελεσματική και σταθερή μηχανουργική κατεργασία κραμάτων αλουμινίου, ενώ παράλληλα παρατείνουν τη διάρκεια ζωής του εργαλείου.
1. Επιλογή Υλικού
1.1 Υπόστρωμα καρβιδίου: Προτιμάται το καρβίδιο τύπου YG (π.χ., YG6, YG8) λόγω της χαμηλής χημικής συγγένειάς του με τα κράματα αλουμινίου, γεγονός που βοηθά στη μείωση του σχηματισμού συσσωματωμάτων (BUE).
1.2 Κράματα αλουμινίου υψηλής περιεκτικότητας σε πυρίτιο (8%–12% Si): Συνιστώνται εργαλεία με επίστρωση διαμαντιού ή μη επικαλυμμένο καρβίδιο εξαιρετικά λεπτόκοκκο για την αποφυγή διάβρωσης του εργαλείου που προκαλείται από το πυρίτιο.
1.3 Μηχανουργική κατεργασία υψηλής γυαλάδας: Συνιστώνται φρέζες καρβιδίου βολφραμίου υψηλής ακαμψίας με λείανση ακριβείας των άκρων για την επίτευξη φινιρίσματος επιφάνειας που μοιάζει με καθρέφτη.
2. Σχεδιασμός Γεωμετρίας Εργαλείου
2.1 Αριθμός αυλακώσεων: Ένα σχέδιο με 3 αυλακώσεις χρησιμοποιείται συνήθως για την εξισορρόπηση της απόδοσης κοπής και της απομάκρυνσης των γρεζιών. Για την αδρή μηχανουργική κατεργασία κραμάτων αλουμινίου αεροδιαστημικής, μπορεί να επιλεγεί μια φρέζα με 5 αυλακώσεις (π.χ., Kennametal KOR5) για την αύξηση της ταχύτητας τροφοδοσίας.
2.2 Γωνία έλικας: Συνιστάται μεγάλη γωνία έλικας 20°–45° για τη βελτίωση της ομαλότητας κοπής και τη μείωση των κραδασμών. Οι υπερβολικά μεγάλες γωνίες (>35°) μπορεί να αποδυναμώσουν την αντοχή των δοντιών, επομένως απαιτείται ισορροπία μεταξύ οξύτητας και ακαμψίας.
2.3 Γωνίες κλίσης και ανακούφισης: Μια μεγαλύτερη γωνία κλίσης (10°–20°) μειώνει την αντίσταση κοπής και αποτρέπει την πρόσφυση αλουμινίου. Οι γωνίες ανακούφισης είναι γενικά 10°–15°, ρυθμιζόμενες ανάλογα με τις συνθήκες κοπής, για την εξισορρόπηση της αντοχής στη φθορά και της απόδοσης κοπής.
2.4 Σχεδιασμός αυλακιού γρεζιών: Οι φαρδιές, συνεχείς σπειροειδείς αυλακώσεις εξασφαλίζουν γρήγορη απομάκρυνση των γρεζιών και ελαχιστοποιούν την επικόλληση.
2.5 Προετοιμασία άκρων: Τα κοπτικά άκρα πρέπει να παραμένουν αιχμηρά για τη μείωση της δύναμης κοπής και την αποφυγή πρόσφυσης. Η κατάλληλη λοξοτμήση ενισχύει την αντοχή και αποτρέπει το θρυμματισμό των άκρων.
3. Συνιστώμενες επιλογές επίστρωσης
3.1 Χωρίς επίστρωση: Σε πολλές περιπτώσεις, οι φρέζες αλουμινίου είναι χωρίς επίστρωση. Εάν η επίστρωση περιέχει αλουμίνιο, μπορεί να αντιδράσει με το τεμάχιο εργασίας, προκαλώντας απολέπιση ή πρόσφυση της επίστρωσης, οδηγώντας σε μη φυσιολογική φθορά του εργαλείου. Οι φρέζες χωρίς επίστρωση είναι οικονομικά αποδοτικές, εξαιρετικά αιχμηρές και εύκολες στην επαναλείανση, καθιστώντας τις κατάλληλες για παραγωγή μικρής κλίμακας, πρωτότυπα ή εφαρμογές με μέτριες απαιτήσεις φινιρίσματος επιφάνειας (Ra > 1,6 μm).
3.2 Διαμαντοειδές άνθρακα (DLC): Το DLC είναι με βάση τον άνθρακα, με εμφάνιση που μοιάζει με ουράνιο τόξο, προσφέροντας εξαιρετική αντοχή στη φθορά και ιδιότητες κατά της πρόσφυσης—ιδανικό για μηχανουργική κατεργασία αλουμινίου.
3.3 Επίστρωση TiAlN: Παρόλο που το TiAlN παρέχει εξαιρετική αντοχή στην οξείδωση και τη φθορά (3–4 φορές μεγαλύτερη διάρκεια ζωής από το TiN σε χάλυβα, ανοξείδωτο χάλυβα, τιτάνιο και κράματα νικελίου), γενικά δεν συνιστάται για αλουμίνιο, επειδή το αλουμίνιο στην επίστρωση μπορεί να αντιδράσει με το τεμάχιο εργασίας.
3.4 Επίστρωση AlCrN: Χημικά σταθερό, μη κολλητικό και κατάλληλο για τιτάνιο, χαλκό, αλουμίνιο και άλλα μαλακά υλικά.
3.5 Επίστρωση TiAlCrN: Μια επίστρωση διαβαθμισμένης δομής με υψηλή σκληρότητα, αντοχή και χαμηλή τριβή. Υπερέχει του TiN στην απόδοση κοπής και είναι κατάλληλο για φρεζάρισμα αλουμινίου.
Σύνοψη: Αποφύγετε τις επιστρώσεις που περιέχουν αλουμίνιο (π.χ., TiAlN) κατά τη μηχανουργική κατεργασία αλουμινίου, καθώς επιταχύνουν τη φθορά του εργαλείου.
4. Βασικές εκτιμήσεις
4.1 Απομάκρυνση γρεζιών: Τα γρέζια αλουμινίου τείνουν να κολλάνε. Απαιτούνται βελτιστοποιημένα σχέδια αυλακώσεων (π.χ., κυματιστά άκρα, μεγάλες γωνίες κλίσης) για ομαλή απομάκρυνση.
4.2 Μέθοδος ψύξης:
4.2.1 Προτιμήστε την εσωτερική ψύξη (π.χ., Kennametal KOR5) για τη μείωση της θερμοκρασίας κοπής και την απομάκρυνση των γρεζιών.
4.2.2 Χρησιμοποιήστε υγρά κοπής (γαλακτώματα ή ψυκτικά με βάση το λάδι) για τη μείωση της τριβής και της θερμότητας, προστατεύοντας τόσο το εργαλείο όσο και το τεμάχιο εργασίας.
4.2.3 Εξασφαλίστε επαρκή ροή ψυκτικού για την κάλυψη της ζώνης κοπής.
4.3 Παράμετροι μηχανουργικής κατεργασίας:
4.3.1 Κοπή υψηλής ταχύτητας: Οι ταχύτητες κοπής 1000–3000 m/min βελτιώνουν την απόδοση, ενώ μειώνουν τη δύναμη κοπής και τη θερμότητα.
4.3.2 Ταχύτητα τροφοδοσίας: Η αύξηση της τροφοδοσίας (0,1–0,3 mm/δόντι) ενισχύει την παραγωγικότητα, αλλά πρέπει να αποφεύγεται η υπερβολική δύναμη.
4.3.3 Βάθος κοπής: Τυπικά 0,5–2 mm, ρυθμιζόμενο ανάλογα με τις απαιτήσεις.
4.3.4 Σχεδιασμός κατά των κραδασμών: Η μεταβλητή έλικα, η άνιση απόσταση αυλακώσεων ή οι κωνικές δομές πυρήνα μπορούν να καταστείλουν το τρέμουλο (π.χ., KOR5).
Συμπέρασμα
Οι βασικές αρχές σχεδιασμού των φρεζών καρβιδίου για αλουμίνιο είναι η χαμηλή τριβή, η υψηλή απόδοση απομάκρυνσης γρεζιών και η απόδοση κατά της πρόσφυσης. Τα συνιστώμενα υλικά περιλαμβάνουν καρβίδιο τύπου YG ή μη επικαλυμμένο καρβίδιο εξαιρετικά λεπτόκοκκο. Οι γεωμετρίες πρέπει να εξισορροπούν την οξύτητα με την ακαμψία και οι επιστρώσεις θα πρέπει να αποφεύγουν τις ενώσεις που περιέχουν αλουμίνιο. Για φινιρίσματα υψηλής γυαλάδας ή κράματα αλουμινίου υψηλής περιεκτικότητας σε πυρίτιο, είναι απαραίτητοι οι βελτιστοποιημένοι σχεδιασμοί άκρων και αυλακώσεων. Στην πράξη, η απόδοση μπορεί να μεγιστοποιηθεί συνδυάζοντας κατάλληλες παραμέτρους μηχανουργικής κατεργασίας (π.χ., υψηλή ταχύτητα, φρεζάρισμα αναρρίχησης) με αποτελεσματικές στρατηγικές ψύξης (π.χ., εσωτερικό ψυκτικό).
Annular Cutter: Ένα Επαγγελματικό Εργαλείο για την Υπέρβαση των Προκλήσεων της Διάτρησης του Ανοξείδωτου Χάλυβα
Στον τομέα της βιομηχανικής μηχανουργικής, ο ανοξείδωτος χάλυβας έχει γίνει ένα βασικό υλικό στην κατασκευή λόγω της εξαιρετικής αντοχής του στη διάβρωση, της υψηλής αντοχής και της καλής σκληρότητάς του. Ωστόσο, αυτές οι ίδιες ιδιότητες θέτουν επίσης σημαντικές προκλήσεις για τις εργασίες διάτρησης, καθιστώντας τη διάτρηση ανοξείδωτου χάλυβα ένα απαιτητικό έργο. Ο δακτυλιοειδής κόφτης μας, με τον μοναδικό σχεδιασμό και την εξαιρετική απόδοσή του, παρέχει μια ιδανική λύση για αποτελεσματική και ακριβή διάτρηση σε ανοξείδωτο χάλυβα.
Ⅰ. Προκλήσεις και Βασικές Δυσκολίες στη Διάτρηση του Ανοξείδωτου Χάλυβα
1.Υψηλή Σκληρότητα και Ισχυρή Αντοχή στη Φθορά:
Ο ανοξείδωτος χάλυβας, ιδιαίτερα οι ωστενιτικοί τύποι όπως οι 304 και 316, έχει υψηλή σκληρότητα που αυξάνει σημαντικά την αντίσταση κοπής - πάνω από δύο φορές αυτή του κανονικού ανθρακούχου χάλυβα. Τα τυπικά τρυπάνια αμβλύνονται γρήγορα, με τα ποσοστά φθοράς να αυξάνονται έως και 300%.
2.Κακή Θερμική Αγωγιμότητα και Συσσώρευση Θερμότητας:
Η θερμική αγωγιμότητα του ανοξείδωτου χάλυβα είναι μόνο το ένα τρίτο αυτής του ανθρακούχου χάλυβα. Η θερμότητα κοπής που παράγεται κατά τη διάτρηση δεν μπορεί να διαχέεται γρήγορα, προκαλώντας τοπικές θερμοκρασίες να υπερβαίνουν τους 800°C. Υπό τέτοιες συνθήκες υψηλής θερμοκρασίας και υψηλής πίεσης, τα στοιχεία κράματος στον ανοξείδωτο χάλυβα τείνουν να συνδέονται με το υλικό του τρυπανιού, οδηγώντας σε πρόσφυση και φθορά διάχυσης. Αυτό έχει ως αποτέλεσμα την αποτυχία ανόπτησης του τρυπανιού και τη σκλήρυνση της επιφάνειας του τεμαχίου.
3.Σημαντική Τάση Σκληρύνσεως Εργασίας:
Υπό την καταπόνηση κοπής, κάποιος ωστενίτης μετατρέπεται σε μαρτενσίτη υψηλής σκληρότητας. Η σκληρότητα του σκληρυμένου στρώματος μπορεί να αυξηθεί κατά 1,4 έως 2,2 φορές σε σύγκριση με το βασικό υλικό, με την αντοχή σε εφελκυσμό να φτάνει τα 1470–1960 MPa. Ως αποτέλεσμα, το τρυπάνι κόβει συνεχώς σε όλο και πιο σκληρό υλικό.
4.Πρόσφυση Τσιπ και Κακή Απομάκρυνση Τσιπ:
Λόγω της υψηλής ελατότητας και σκληρότητας του ανοξείδωτου χάλυβα, τα τσιπ τείνουν να σχηματίζουν συνεχείς ταινίες που προσκολλώνται εύκολα στην κοπτική ακμή, σχηματίζοντας συσσωρευμένες ακμές. Αυτό μειώνει την απόδοση κοπής, χαράζει το τοίχωμα της οπής και οδηγεί σε υπερβολική τραχύτητα επιφάνειας (Ra > 6,3 μm).
5.Παραμόρφωση Λεπτής Πλάκας και Απόκλιση Τοποθέτησης:
Όταν τρυπάτε φύλλα πάχους μικρότερου από 3 mm, η αξονική πίεση από τα παραδοσιακά τρυπάνια μπορεί να προκαλέσει στρέβλωση του υλικού. Καθώς η μύτη του τρυπανιού διαπερνά, οι μη ισορροπημένες ακτινικές δυνάμεις μπορεί να οδηγήσουν σε κακή στρογγυλότητα της οπής (συνήθως αποκλίνει κατά περισσότερο από 0,2 mm).
Αυτές οι προκλήσεις καθιστούν τις συμβατικές τεχνικές διάτρησης αναποτελεσματικές για την επεξεργασία ανοξείδωτου χάλυβα, απαιτώντας πιο προηγμένες λύσεις διάτρησης για την αποτελεσματική αντιμετώπιση αυτών των ζητημάτων.
Ⅱ. Ορισμός του Δακτυλιοειδούς Κόφτη
Ένας δακτυλιοειδής κόφτης, επίσης γνωστός ως κοίλο τρυπάνι, είναι ένα εξειδικευμένο εργαλείο σχεδιασμένο για τη διάτρηση οπών σε σκληρές μεταλλικές πλάκες όπως ο ανοξείδωτος χάλυβας και τα παχιά χαλύβδινα φύλλα. Υιοθετώντας την αρχή της δακτυλιοειδούς (σε σχήμα δακτυλίου) κοπής, ξεπερνά τους περιορισμούς των παραδοσιακών μεθόδων διάτρησης.
Το πιο χαρακτηριστικό χαρακτηριστικό του δακτυλιοειδούς κόφτη είναι η κοίλη, σε σχήμα δακτυλίου κοπτική κεφαλή του, η οποία αφαιρεί μόνο το υλικό κατά μήκος της περιμέτρου της οπής και όχι ολόκληρο τον πυρήνα, όπως με τα συμβατικά τρυπάνια. Αυτός ο σχεδιασμός ενισχύει δραματικά την απόδοσή του, καθιστώντας το πολύ ανώτερο από τα τυπικά τρυπάνια όταν εργάζεστε με παχιές χαλύβδινες πλάκες και ανοξείδωτο χάλυβα.
Ⅲ. Βασικός Τεχνικός Σχεδιασμός του Δακτυλιοειδούς Κόφτη
1.Δομή Κοπής Τριών Ακμών Συντονισμένη:
Η σύνθετη κοπτική κεφαλή αποτελείται από εξωτερικές, μεσαίες και εσωτερικές κοπτικές ακμές:
Εξωτερική Ακμή: Κόβει μια κυκλική αυλάκωση για να εξασφαλίσει ακριβή διάμετρο οπής (±0,1 mm).
Μεσαία Ακμή: Φέρει το 60% του κύριου φορτίου κοπής και διαθέτει ανθεκτικό στη φθορά καρβίδιο για ανθεκτικότητα.
Εσωτερική Ακμή: Σπάει τον πυρήνα του υλικού και βοηθά στην απομάκρυνση των τσιπ. Ο σχεδιασμός με ανομοιόμορφο βήμα δοντιών βοηθά στην αποφυγή κραδασμών κατά τη διάτρηση.
2.Δακτυλιοειδής Κοπή & Σχεδιασμός Αυλάκωσης Θραύσης Τσιπ:
Μόνο το 12%–30% του υλικού αφαιρείται σε σχήμα δακτυλίου (ο πυρήνας διατηρείται), μειώνοντας την περιοχή κοπής κατά 70% και μειώνοντας την κατανάλωση ενέργειας κατά 60%. Οι ειδικά σχεδιασμένες σπειροειδείς αυλακώσεις τσιπ σπάνε αυτόματα τα τσιπ σε μικρά θραύσματα, αποτρέποντας αποτελεσματικά την εμπλοκή τσιπ σε σχήμα κορδέλας - ένα κοινό πρόβλημα κατά τη διάτρηση ανοξείδωτου χάλυβα.
3.Κεντρικό Κανάλι Ψύξης:
Το ψυκτικό γαλάκτωμα (αναλογία λαδιού-νερού 1:5) ψεκάζεται απευθείας στην κοπτική ακμή μέσω ενός κεντρικού καναλιού, μειώνοντας τη θερμοκρασία στη ζώνη κοπής κατά πάνω από 300°C.
4.Μηχανισμός Τοποθέτησης:
Η κεντρική πείρος πιλότου είναι κατασκευασμένη από χάλυβα υψηλής αντοχής για να εξασφαλίσει ακριβή τοποθέτηση και να αποτρέψει την ολίσθηση του τρυπανιού κατά τη λειτουργία - ιδιαίτερα σημαντικό κατά τη διάτρηση ολισθηρών υλικών όπως ο ανοξείδωτος χάλυβας.
Ⅳ. Πλεονεκτήματα των Δακτυλιοειδών Κόφτων στη Διάτρηση του Ανοξείδωτου Χάλυβα
Σε σύγκριση με τα παραδοσιακά τρυπάνια που εκτελούν κοπή πλήρους επιφάνειας, οι δακτυλιοειδείς κόφτες αφαιρούν μόνο ένα τμήμα του υλικού σε σχήμα δακτυλίου - διατηρώντας τον πυρήνα - γεγονός που προσφέρει επαναστατικά πλεονεκτήματα:
1.Βελτίωση της Διάτρησης:
Με μείωση 70% στην περιοχή κοπής, η διάτρηση μιας οπής Φ30mm σε ανοξείδωτο χάλυβα 304 πάχους 12mm διαρκεί μόλις 15 δευτερόλεπτα - 8 έως 10 φορές πιο γρήγορα από τη χρήση ενός τρυπανιού. Για την ίδια διάμετρο οπής, η δακτυλιοειδής κοπή μειώνει τον φόρτο εργασίας κατά πάνω από 50%. Για παράδειγμα, η διάτρηση μιας χαλύβδινης πλάκας πάχους 20 mm διαρκεί 3 λεπτά με ένα παραδοσιακό τρυπάνι, αλλά μόνο 40 δευτερόλεπτα με έναν δακτυλιοειδή κόφτη.
2.Σημαντική Μείωση της Θερμοκρασίας Κοπής:
Το κεντρικό ψυκτικό υγρό εγχέεται απευθείας στη ζώνη υψηλής θερμοκρασίας (βέλτιστη αναλογία: γαλάκτωμα λαδιού-νερού 1:5). Σε συνδυασμό με τον σχεδιασμό κοπής σε στρώσεις, αυτό διατηρεί τη θερμοκρασία της κεφαλής του κόφτη κάτω από 300°C, αποτρέποντας την ανόπτηση και τη θερμική αστοχία.
3.Εγγυημένη Ακρίβεια και Ποιότητα:
Η συγχρονισμένη κοπή πολλαπλών ακμών εξασφαλίζει αυτόματο κεντράρισμα, με αποτέλεσμα λείες, χωρίς γρέζια τοίχους οπών. Η απόκλιση της διαμέτρου της οπής είναι μικρότερη από 0,1 mm και η τραχύτητα της επιφάνειας είναι Ra ≤ 3,2μm - εξαλείφοντας την ανάγκη για δευτερογενή επεξεργασία.
4.Εκτεταμένη Διάρκεια ζωής εργαλείου και Μειωμένο Κόστος:
Η κεφαλή κοπής από καρβίδιο αντέχει στην υψηλή λειαντικότητα του ανοξείδωτου χάλυβα. Μπορούν να τρυπηθούν πάνω από 1.000 οπές ανά κύκλο επαναφοράς, μειώνοντας το κόστος των εργαλείων έως και 60%.
5.Μελέτη Περίπτωσης:
Ένας κατασκευαστής μηχανών έλξης χρησιμοποίησε δακτυλιοειδείς κόφτες για να τρυπήσει οπές 18 mm σε χαλύβδινες πλάκες βάσης 1Cr18Ni9Ti πάχους 3 mm. Το ποσοστό διέλευσης οπών βελτιώθηκε από 95% σε 99,8%, η απόκλιση στρογγυλότητας μειώθηκε από 0,22 mm σε 0,05 mm και το κόστος εργασίας μειώθηκε κατά 70%.
Ⅴ. Πέντε Βασικές Προκλήσεις και Στοχευμένες Λύσεις για τη Διάτρηση του Ανοξείδωτου Χάλυβα
1.Παραμόρφωση Λεπτού Τοιχώματος
1.1Πρόβλημα: Η αξονική πίεση από τα παραδοσιακά τρυπάνια προκαλεί πλαστική παραμόρφωση λεπτών πλακών. κατά τη διάτρηση, η ανισορροπία ακτινικής δύναμης οδηγεί σε οπές σε σχήμα ωοειδούς.
1.2.Λύσεις:
Μέθοδος Υποστήριξης Πλάτης: Τοποθετήστε πλάκες στήριξης από αλουμίνιο ή μηχανικό πλαστικό κάτω από το τεμάχιο εργασίας για να κατανείμετε την καταπόνηση συμπίεσης. Δοκιμάστηκε σε ανοξείδωτο χάλυβα 2 mm, η απόκλιση ωοειδούς ≤ 0,05 mm, ο ρυθμός παραμόρφωσης μειώθηκε κατά 90%.
Παράμετροι Βήματος Τροφοδοσίας: Αρχική τροφοδοσία ≤ 0,08 mm/rev, αύξηση σε 0,12 mm/rev στα 5 mm πριν από τη διάτρηση και σε 0,18 mm/rev στα 2 mm πριν από τη διάτρηση για να αποφευχθεί ο συντονισμός κρίσιμης ταχύτητας.
2. Πρόσφυση Κοπής και Καταστολή Συσσωρευμένης Ακμής
2.1.Βασική Αιτία: Η συγκόλληση τσιπ ανοξείδωτου χάλυβα στην κοπτική ακμή σε υψηλή θερμοκρασία (>550°C) προκαλεί κατακρήμνιση και πρόσφυση στοιχείου Cr.
2.2.Λύσεις:
Τεχνολογία Κοπτικής Ακμής με Λοξότμηση: Προσθέστε μια λοξότμηση 45° πλάτους 0,3-0,4 mm με γωνία ανακούφισης 7°, μειώνοντας την περιοχή επαφής λεπίδας-τσιπ κατά 60%.
Εφαρμογή Επίστρωσης Θραύσης Τσιπ: Χρησιμοποιήστε τρυπάνια με επίστρωση TiAlN (συντελεστής τριβής 0,3) για να μειώσετε το ρυθμό συσσωρευμένης ακμής κατά 80% και να διπλασιάσετε τη διάρκεια ζωής του εργαλείου.
Παλμική Εσωτερική Ψύξη: Ανασηκώστε το τρυπάνι κάθε 3 δευτερόλεπτα για 0,5 δευτερόλεπτα για να επιτρέψετε την διείσδυση του ψυκτικού υγρού στη διεπαφή πρόσφυσης. Σε συνδυασμό με γαλάκτωμα 10% ακραίας πίεσης που περιέχει πρόσθετα θείου, η θερμοκρασία στη ζώνη κοπής μπορεί να πέσει κατά πάνω από 300°C, μειώνοντας σημαντικά τον κίνδυνο συγκόλλησης.
3. Ζητήματα Απομάκρυνσης Τσιπ και Εμπλοκή Τρυπανιού
3.1.Μηχανισμός Αστοχίας: Τα μακριά τσιπ ταινιών μπλέκονται με το σώμα του εργαλείου, εμποδίζοντας τη ροή του ψυκτικού και τελικά φράζοντας τις αυλακώσεις των τσιπ, προκαλώντας θραύση του τρυπανιού.
3.2.Αποτελεσματικές Λύσεις Απομάκρυνσης Τσιπ:
Βελτιστοποιημένος Σχεδιασμός Αυλάκωσης Τσιπ: Τέσσερις σπειροειδείς αυλακώσεις με γωνία έλικας 35°, αυξημένο βάθος αυλάκωσης κατά 20%, εξασφαλίζοντας ότι το πλάτος τσιπ κάθε κοπτικής ακμής ≤ 2 mm. μειώνει τον συντονισμό κοπής και συνεργάζεται με ράβδους ώθησης ελατηρίου για αυτόματο καθαρισμό τσιπ.
Απομάκρυνση Τσιπ με Βοήθεια Πίεσης Αέρα: Συνδέστε ένα πιστόλι αέρα 0,5 MPa σε μαγνητικό τρυπάνι για να απομακρύνετε τα τσιπ μετά από κάθε οπή, μειώνοντας το ρυθμό εμπλοκής κατά 95%.
Διαλείπουσα Διαδικασία Ανάκλησης Τρυπανιού: Τραβήξτε πλήρως το τρυπάνι για να καθαρίσετε τα τσιπ αφού φτάσετε σε βάθος 5 mm, ειδικά συνιστάται για τεμάχια εργασίας πάχους άνω των 25 mm.
4. Τοποθέτηση Καμπύλης Επιφάνειας και Διασφάλιση Κάθετης
4.1.Ειδική Πρόκληση Σεναρίου: Ολίσθηση τρυπανιού σε καμπύλες επιφάνειες όπως χαλύβδινοι σωλήνες, αρχικό σφάλμα τοποθέτησης >1 mm.
4.2.Μηχανικές Λύσεις:
Διάταξη Τοποθέτησης Σταυρωτού Λέιζερ: Ο ενσωματωμένος προβολέας λέιζερ σε μαγνητικό τρυπάνι προβάλλει σταυρόνημα σε καμπύλη επιφάνεια με ακρίβεια ±0,1 mm.
Προσαρμοσμένο Σφιγκτήρα Καμπύλης Επιφάνειας: Σφιγκτήρας V-groove με υδραυλικό κλείδωμα (δύναμη σύσφιξης ≥5kN) εξασφαλίζει ότι ο άξονας του τρυπανιού είναι παράλληλος με την κάθετη της επιφάνειας.
Μέθοδος Διάτρησης Έναρξης Βήμα προς Βήμα: Προ-διάτρηση οπής πιλότου 3 mm στην καμπύλη επιφάνεια → Ø10mm επέκταση πιλότου → δακτυλιοειδής κόφτης στόχου διαμέτρου. Αυτή η μέθοδος τριών βημάτων επιτυγχάνει την κάθετη των οπών Ø50mm στα 0,05mm/m.
Ⅵ.Διαμόρφωση Παραμέτρων Διάτρησης Ανοξείδωτου Χάλυβα και Ψυκτικό Υγρό Επιστήμη
6.1 Χρυσός Πίνακας Παραμέτρων Κοπής
Η δυναμική ρύθμιση των παραμέτρων σύμφωνα με το πάχος του ανοξείδωτου χάλυβα και τη διάμετρο της οπής είναι το κλειδί της επιτυχίας:
Πάχος Τεμαχίου Εργασίας
Εύρος Διαμέτρου Οπής
Ταχύτητα Ατράκτου (r/min)
Ρυθμός Τροφοδοσίας (mm/rev)
Πίεση Ψυκτικού (bar)
1-3 mm
Ø12-30 mm
450-600
0,10-0,15
3-5
3-10 mm
Ø30-60 mm
300-400
0,12-0,18
5-8
10-25 mm
Ø60-100 mm
150-250
0,15-0,20
8-12
>25 mm
Ø100-150 mm
80-120
0,18-0,25
12-15
Δεδομένα που συγκεντρώθηκαν από πειράματα μηχανουργικής ωστενιτικού ανοξείδωτου χάλυβα.
Σημείωση: Ρυθμός τροφοδοσίας 0,25 mm/rev προκαλεί θραύση ένθετου. Απαιτείται αυστηρή αντιστοίχιση της αναλογίας ταχύτητας και τροφοδοσίας.
6.2 Επιλογή Ψυκτικού και Οδηγίες Χρήσης
6.2.1.Προτιμώμενες Συνθέσεις:
Λεπτές Πλάκες: Υδατοδιαλυτό γαλάκτωμα (λάδι:νερό = 1:5) με 5% θειωμένα πρόσθετα ακραίας πίεσης.
Παχιές Πλάκες: Λάδι κοπής υψηλού ιξώδους (ISO VG68) με πρόσθετα χλωρίου για ενίσχυση της λίπανσης.
6.2.2.Προδιαγραφές Εφαρμογής:
Προτεραιότητα Εσωτερικής Ψύξης: Ψυκτικό που παραδίδεται μέσω της κεντρικής οπής της ράβδου του τρυπανιού στην άκρη του τρυπανιού, ρυθμός ροής ≥ 15 L/min.
Βοήθεια Εξωτερικής Ψύξης: Τα ακροφύσια ψεκάζουν ψυκτικό στις αυλακώσεις των τσιπ σε κλίση 30°.
Παρακολούθηση Θερμοκρασίας: Αντικαταστήστε το ψυκτικό ή προσαρμόστε τη σύνθεση όταν η θερμοκρασία της ζώνης κοπής υπερβαίνει τους 120°C.
6.3 Διαδικασία Λειτουργίας Έξι Βημάτων
Σύσφιξη τεμαχίου εργασίας → Υδραυλικό κλείδωμα εξαρτήματος
Κεντρική τοποθέτηση → Βαθμονόμηση σταυρού λέιζερ
Συναρμολόγηση τρυπανιού → Έλεγχος ροπής σύσφιξης ένθετου
Ρύθμιση παραμέτρων → Διαμόρφωση σύμφωνα με τον πίνακα πάχους-διαμέτρου οπής
Ενεργοποίηση ψυκτικού → Προ-έγχυση ψυκτικού για 30 δευτερόλεπτα
Διάτρηση βήμα προς βήμα → Ανάκληση κάθε 5 mm για καθαρισμό τσιπ και καθαρισμό αυλακώσεων
Ⅶ. Συστάσεις Επιλογής και Προσαρμογή Σεναρίου
7.1 Επιλογή Τρυπανιού
7.1.1.Επιλογές Υλικών
Οικονομικός Τύπος: Χάλυβας Υψηλής Ταχύτητας Κοβαλτίου (M35)
Εφαρμόσιμα σενάρια: Λεπτές πλάκες από ανοξείδωτο χάλυβα 304 2000 οπές, συντελεστής τριβής επίστρωσης TiAlN 0,3, μειώνει τη συσσωρευμένη ακμή κατά 80%, επιλύει τα ζητήματα πρόσφυσης με ανοξείδωτο χάλυβα 316L.
Ειδική Ενισχυμένη Λύση (Ακραίες Συνθήκες): Υπόστρωμα καρβιδίου βολφραμίου + επίστρωση νανοσωλήνων
Η ενίσχυση νανοσωματιδίων βελτιώνει την αντοχή κάμψης, την αντοχή στη θερμότητα έως 1200°C, κατάλληλη για διάτρηση βαθιάς οπής (>25 mm) ή ανοξείδωτο χάλυβα με ακαθαρσίες.
7.1.2.Συμβατότητα Κνήμης
Εγχώρια Μαγνητικά Τρυπάνια: Κνήμη ορθής γωνίας.
Εισαγόμενα Μαγνητικά Τρυπάνια (FEIN, Metabo): Καθολική κνήμη, υποστηρίζεται σύστημα γρήγορης αλλαγής, ανοχή εκτός λειτουργίας ≤ 0,01 mm.
Ιαπωνικά Μαγνητικά Τρυπάνια (Nitto): Μόνο καθολική κνήμη, οι κνήμες ορθής γωνίας δεν είναι συμβατές. απαιτούν ειδική διεπαφή γρήγορης αλλαγής.
Κέντρα Μηχανουργικής / Τρυπάνια: Υδραυλική θήκη εργαλείου HSK63 (εκτός λειτουργίας ≤ 0,01 mm).
Φορητά Τρυπάνια / Φορητός Εξοπλισμός: Τετράοπη κνήμη γρήγορης αλλαγής με αυτο-ασφαλιζόμενες χαλύβδινες μπάλες.
Ειδική Προσαρμογή: Τα συμβατικά πρεσάκια τρυπανιών απαιτούν προσαρμογείς κώνου Morse (MT2/MT4) ή προσαρμογείς BT40 για συμβατότητα με δακτυλιοειδείς κόφτες.
7.2 Τυπικές Λύσεις Σεναρίων
7.2.1.Οπές Σύνδεσης Λεπτής Πλάκας Χαλύβδινης Δομής
Σημείο Πόνου: Λεπτές πλάκες από ανοξείδωτο χάλυβα 304 πάχους 3 mm επιρρεπείς σε παραμόρφωση. απόκλιση στρογγυλότητας > 0,2 mm.
Λύση:Τρυπάνι: Κνήμη ορθής γωνίας HSS (βάθος κοπής 35 mm) + μαγνητικό τρυπάνι με δύναμη προσρόφησης > 23 kN.
Παράμετροι: Ταχύτητα 450 rpm, τροφοδοσία 0,08 mm/rev, ψυκτικό: γαλάκτωμα λαδιού-νερού.
7.2.2.Μηχανουργική Βαθιάς Οπής Παχιάς Πλάκας Ναυπηγικής
Σημείο Πόνου: Χαλύβδινες πλάκες 316L πάχους 30 mm, το παραδοσιακό τρυπάνι διαρκεί 20 λεπτά ανά οπή.
Λύση:
Τρυπάνι με επίστρωση TiAlN (βάθος κοπής 100 mm) + λάδι κοπής υψηλής πίεσης (ISO VG68).
Παράμετροι: Ταχύτητα 150 rpm, τροφοδοσία 0,20 mm/rev, σταδιακή απομάκρυνση τσιπ.
7.2.3.Διάτρηση Οπής Επιφάνειας Υψηλής Σκληρότητας Σιδηροδρόμου
Σημείο Πόνου: Σκληρότητα επιφάνειας HRC 45–50, επιρρεπής σε θραύση ακμής.
Λύση:
Τρυπάνι: Τρυπάνι καρβιδίου βολφραμίου τεσσάρων οπών + εσωτερικό κανάλι ψύξης (πίεση ≥ 12 bar).
Βοήθεια: Σφιγκτήρας τύπου V + τοποθέτηση λέιζερ (±0,1 mm ακρίβεια).
7.2.4.Τοποθέτηση Καμπύλης/Επικλινής Επιφάνειας
Σημείο Πόνου: Η ολίσθηση στην καμπύλη επιφάνεια προκαλεί σφάλμα τοποθέτησης > 1 mm.
Λύση:Μέθοδος διάτρησης τριών βημάτων: Ø3mm οπή πιλότου → Ø10mm οπή επέκτασης → τρυπάνι στόχου διαμέτρου. Εξοπλισμός: Μαγνητικό τρυπάνι ενσωματωμένο με τοποθέτηση σταυρωτού λέιζερ.
Ⅷ.Τεχνική Αξία και Οικονομικά Οφέλη της Διάτρησης Χαλύβδινων Πλακών
Η βασική πρόκληση της διάτρησης ανοξείδωτου χάλυβα έγκειται στη σύγκρουση μεταξύ των ιδιοτήτων του υλικού και των παραδοσιακών εργαλείων. Ο δακτυλιοειδής κόφτης επιτυγχάνει μια θεμελιώδη ανακάλυψη μέσω τριών μεγάλων καινοτομιών:
Επανάσταση δακτυλιοειδούς κοπής: αφαιρεί μόνο το 12% του υλικού αντί για κοπή πλήρους διατομής.
Κατανομή μηχανικού φορτίου πολλαπλών ακμών: μειώνει το φορτίο ανά κοπτική ακμή κατά 65%.
Δυναμικός σχεδιασμός ψύξης: μειώνει τη θερμοκρασία κοπής κατά περισσότερο από 300°C.
Σε πρακτικές βιομηχανικές επικυρώσεις, οι δακτυλιοειδείς κόφτες προσφέρουν σημαντικά οφέλη:
Αποτελεσματικότητα: Ο χρόνος διάτρησης μιας οπής μειώνεται στο 1/10 αυτού με τα τρυπάνια, αυξάνοντας την ημερήσια απόδοση κατά 400%.
Κόστος: Η διάρκεια ζωής του ένθετου υπερβαίνει τις 2000 οπές, μειώνοντας το συνολικό κόστος μηχανουργικής επεξεργασίας κατά 60%.
Ποιότητα: Η ανοχή διαμέτρου οπής πληροί σταθερά τον βαθμό IT9, με σχεδόν μηδενικά ποσοστά απορριμμάτων.
Με τη διάδοση των μαγνητικών τρυπανιών και τις εξελίξεις στην τεχνολογία καρβιδίου, οι δακτυλιοειδείς κόφτες έχουν γίνει η αναντικατάστατη λύση για την επεξεργασία ανοξείδωτου χάλυβα. Με τη σωστή επιλογή και την τυποποιημένη λειτουργία, ακόμη και ακραίες συνθήκες όπως βαθιές οπές, λεπτά τοιχώματα και καμπύλες επιφάνειες μπορούν να επιτύχουν εξαιρετικά αποτελεσματική και ακριβή μηχανουργική επεξεργασία.
Συνιστάται στις επιχειρήσεις να δημιουργήσουν μια βάση δεδομένων παραμέτρων διάτρησης με βάση τη δομή του προϊόντος τους για να βελτιστοποιούν συνεχώς τη διαχείριση ολόκληρου του κύκλου ζωής του εργαλείου.
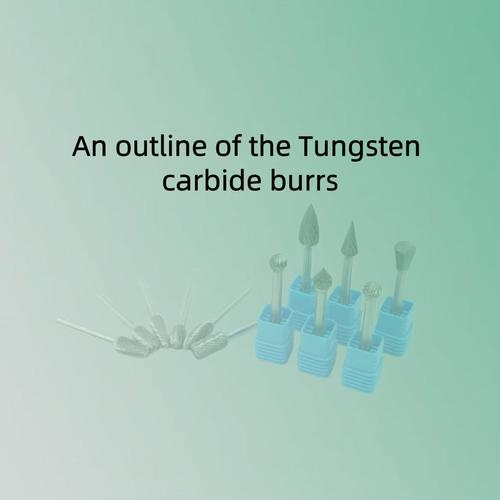
1-Τι είναι το Καρβιδικό Βούρκο;
Καρβιδιοειδής βούρτσα, επίσης γνωστή ως βούρτσα, κόφτης βούρτσας, βούρτσα βούρτσας, βούρτσα λιπαντή βούρτσας κλπ.το καρβιδικό σχοινί είναι ένα είδος περιστρεφόμενου εργαλείου κοπής το οποίο στερεώνεται σε πνευματικά εργαλεία ή ηλεκτρικά εργαλεία και χρησιμοποιείται ειδικά για την αφαίρεση των μεταλλικών σχοινιώνΧρησιμοποιείται κυρίως στην ακατέργαστη μηχανική επεξεργασία του εργαστηρίου με υψηλή απόδοση.
2Το συστατικό του καρβιδίου;
Το καρβιδικό σχοινί μπορεί να διαιρεθεί σε σφραγισμένο τύπο και στερεό τύπο.χρησιμοποιείται ο τύπος συγκολλημένουΟ στερεός τύπος είναι κατασκευασμένος από στερεό καρβίδιο όταν η διάμετρος της κεφαλής και του κλαδιού είναι ίδια.
3Για ποιο σκοπό χρησιμοποιείται το CARBIDE BURR;
Το χάλυβα είναι ένα σημαντικό μέσο για τη βελτίωση της παραγωγικής απόδοσης και την επίτευξη της μηχανικοποίησης του εξοπλισμού.Έχει γίνει ένα απαραίτητο εργαλείο για τον κατασκευαστή και τον επισκευαστή..
Οι κύριες χρήσεις:
♦ αφαίρεση τσιπ.♦ αλλαγή σχήματος.♦ φινίρισμα άκρων και διαμερισμάτων.♦ προετοιμασία της συγκόλλησης.♦ καθαρισμός συγκόλλησης.♦ καθαρά υλικά χύτευσης.♦ βελτίωση της γεωμετρίας του εργαστηρίου.
Οι κύριες βιομηχανίες:
♦ Βιομηχανία μούχλας. Για την τελική επεξεργασία όλων των ειδών των σπηλιών του μεταλλικού μούχλας, όπως το μούχλα παπουτσιών κλπ.♦ Βιομηχανία χαρακτικής.♦ Κατασκευαστική βιομηχανία εξοπλισμού: καθαρισμός πτερυγίων, σφραγίδων, συγκόλλησης και συγκόλλησης χύτευσης, σφυρηλατηρίου και συγκόλλησης, όπως εργοστάσια χύτευσης, ναυπηγεία, γυαλισμός τροχών σε εργοστάσια αυτοκινήτων,κλπ.♦ Μηχανική βιομηχανία: για την επεξεργασία των τρυπών, των στρογγυλών, των αυλών και των κλειδαριών όλων των ειδών μηχανικών εξαρτημάτων, για το καθαρισμό σωλήνων, για την τελική επεξεργασία της επιφάνειας της εσωτερικής τρύπας των εξαρτημάτων μηχανών,όπως εργοστάσιο μηχανημάτων, εργοστάσιο επισκευής και ούτω καθεξής.♦ Βιομηχανία κινητήρων: για την ομαλότητα της ροής του τροχού, όπως το εργοστάσιο κινητήρων αυτοκινήτων.
♦Βιομηχανία συγκόλλησης: για την ομαλότητα της επιφάνειας συγκόλλησης, όπως η συγκόλληση με νιφέτα.
4Τα πλεονεκτήματα του καρβιδίου.
♦ Όλα τα είδη των μετάλλων (συμπεριλαμβανομένου του σβησμένου χάλυβα) και μη μεταλλικών υλικών (όπως μάρμαρο, νεφρίτης, οστά, πλαστικό) με σκληρότητα κάτω από HRC70 μπορούν να κοπούν αυθαίρετα με καρβίδιο.♦ Μπορεί να αντικαταστήσει το μικρό γουρούνι με το ξύλο στις περισσότερες εργασίες, και χωρίς ρύπανση από σκόνη.♦ Υψηλή αποδοτικότητα παραγωγής, δεκάδες φορές υψηλότερη από την αποδοτικότητα επεξεργασίας χειροκίνητης ταινίας, και πάνω από δέκα φορές υψηλότερη από την αποδοτικότητα επεξεργασίας μικρού γροθού με ράβδο.♦ Με καλή ποιότητα επεξεργασίας, υψηλή επιφάνεια, το καρβίδιο burr μπορεί να επεξεργαστεί διάφορα σχήματα κοιλότητας μούχλας με υψηλή ακρίβεια.♦ Το χάλυβα-καρβίδιο έχει μακρά διάρκεια ζωής, 10 φορές πιο ανθεκτικό από το χάλυβα υψηλής ταχύτητας, και 200 φορές πιο ανθεκτικό από το γουρούνι του οξειδίου του αλουμινίου.♦ Η καρβιδική βούρτσα είναι εύκολη στη χρήση, ασφαλής και αξιόπιστη, μπορεί να μειώσει την ένταση της εργασίας και να βελτιώσει το εργασιακό περιβάλλον.♦ Το οικονομικό όφελος μετά τη χρήση του καρβιδίου βελτιώνεται σημαντικά και το συνολικό κόστος επεξεργασίας μπορεί να μειωθεί δεκάδες φορές με τη χρήση του καρβιδίου.
5Η σειρά των μηχανισμένων υλικών από καρυδιούχο βούρκο.
Εφαρμογή
Υλικά
Χρησιμοποιείται για την αποσίδωση, το άλεμα της διαδικασίας προετοιμασίας, τη συγκόλληση επιφάνειας, την επεξεργασία σημείων συγκόλλησης, την επεξεργασία σχηματισμού, το χύτεμα, το χύτεμα, την επεξεργασία βύθισης, τον καθαρισμό.
Χάλυβα, χυτοχάλυβα
Χάλυβα μη σκληρό, μη θερμικά επεξεργασμένο χάλυβα, αντοχή που δεν υπερβαίνει τα 1.200N/mm2 ((< 38HRC)
χάλυβα, χάλυβα άνθρακα, χάλυβα εργαλείων, μη κραματοποιημένο χάλυβα, χάλυβα καρβουρίσματος, χυτοχάλυβα
Σκληρό χάλυβα, θερμικά επεξεργασμένο χάλυβα, αντοχή άνω των 1.200N/mm2 ((> 38HRC)
Χάλυβα εργαλείων, χαλυβουργημένο χάλυβα, κράμα χάλυβα, χυτοχάλυβα
Ατσάλι ατσάλι
Ατσάλι αδιάβροχο και αδιάβροχο σε οξέα
Ατσάλι ατσάλι
Μη σιδηρούχια μέταλλα
μαλακά μη σιδηρούχα μέταλλα
αλουμίνιο
χάλκινο, κόκκινο χαλκό, ψευδάργυρο
σκληρό μη σιδηρούχο μέταλλο
κράμα αλουμινίου, ορείχαλκο, χαλκός, ψευδάργυρος
ορείχαλκος, κράμα τιτανίου/τιτανίου, κράμα σκληρουλουμινίου (υψηλή περιεκτικότητα σε πυρίτιο)
υλικό ανθεκτικό στη θερμότητα
Σύνθετα με βάση το νικέλιο και το κοβάλτιο (παρασκευή κινητήρων και τουρμπινών)
Χυτοσίδηρο
γκρι χυτοσίδηρο, λευκό χυτοσίδηρο
οδοντωτό γραφίτη / εύκαμπτο σίδηρο EN-GJS(GGG)
λευκό σίδηρο χύτευσης EN-GJMW(GTW),
μαύρο σίδηρο EN-GJMB(GTS)
Χρησιμοποιούνται για το άλεμα, τη μεταποίηση σχηματισμού
Πλαστικό, άλλα υλικά
πλαστικά ενισχυμένα με ίνες (GRP/CRP), περιεκτικότητα σε ίνες ≤ 40%
πλαστικά ενισχυμένα με ίνες (GRP/CRP), περιεκτικότητα σε ίνες > 40%
Χρησιμοποιείται για την κοπή, τη σχήμα αλεύρι της τρύπας κοπής
θερμοπλαστικά
6- Τα εργαλεία για το καρυδιούχο βύσμα.
Καρβίδιο burr χρησιμοποιούνται συνήθως με υψηλής ταχύτητας ηλεκτρικό γδέρτης ή πνευματικά εργαλεία, μπορεί επίσης να χρησιμοποιηθεί από τοποθετημένη σε εργαλεία μηχανών.Έτσι, η χρήση του καρβιδίου Burr στη βιομηχανία είναι γενικά οδηγείται από πνευματικά εργαλείαΓια προσωπική χρήση, η ηλεκτρική γρανίτα είναι πιο βολική, λειτουργεί αφού την συνδέσετε, χωρίς συμπιεστή αέρα.Η συνιστώμενη ταχύτητα είναι γενικά 6000-40000 RPM, και παρακάτω δίνεται λεπτομερέστερη περιγραφή της συνιστώμενης ταχύτητας.
7Η συνιστώμενη ταχύτητα του καρβιδίου.
Σύμφωνα με την προδιαγραφή αυτή, υπάρχει μεγάλη ποικιλία από σχιστόλιθους σχιστόλιθους που είναι διαθέσιμοι για τους τριβείς.Για παράδειγμα:Για τις μηχανές με στροφή 30.000 στροφών ανά λεπτό είναι διαθέσιμες μηχανές με στροφή καρβιδίου διαμέτρου 3/16" έως 3/8".είναι καλύτερο να επιλέξετε τη διάμετρο που χρησιμοποιείται πιο συχνά.
Επιπλέον, η βελτιστοποίηση του περιβάλλοντος άλεσης και η συντήρηση της μηχανής άλεσης είναι επίσης πολύ σημαντική..Συνεπώς, συνιστούμε να ελέγχετε συχνά το σύστημα πίεσης αέρα και την ενσωμάτωση σφραγίδας της μηχανής άλεσης.
Για την επίτευξη ενός καλού αποτελέσματος κοπής και ποιότητας του εργαστηρίου, η εύλογη ταχύτητα εργασίας είναι πράγματι πολύ σημαντική.Αλλά αν η ταχύτητα είναι πολύ υψηλή μπορεί να προκαλέσει τη ρωγμή του χάλυβαΗ μείωση της ταχύτητας είναι χρήσιμη για ταχεία κοπή, ωστόσο μπορεί να προκαλέσει υπερθέρμανση του συστήματος και να μειώσει την ποιότητα κοπής.Έτσι, κάθε είδος καρβιδίου burr θα πρέπει να επιλεγεί σύμφωνα με την ειδική λειτουργία της κατάλληλης ταχύτητας.
Παρακαλούμε ελέγξτε τον παρακάτω κατάλογο συνιστώμενης ταχύτητας:
Ο συνιστώμενος κατάλογος ταχύτητας για τη χρήση καρβιδίου.
Το εύρος ταχυτήτων συνιστάται για διαφορετικά υλικά και διαμέτρους σχισμάτων(rpm)
Διαμετρικές σχισμές
3 χιλιοστά (1/8")
6mm (1/4")
10 mm (3/8")
12 mm (1/2")
16mm (5/8")
Μέγιστη ταχύτητα λειτουργίας (rpm)
90000
65000
55000
35000
25000
Αλουμίνιο, πλαστικό
Πεδίο ταχύτητας
60000-80000
15000-60000
10000-50000
7000-30000
6000-20000
Συνιστώμενη ταχύτητα εκκίνησης
65000
40000
25000
20000
15000
Χαλκός, χυτοσίδηρο
Πεδίο ταχύτητας
45000-80000
22500-60000
15000-40000
11000-30000
9000-20000
Συνιστώμενη ταχύτητα εκκίνησης
65000
45000
30000
25000
20000
Ελαφρύ χάλυβα
Πεδίο ταχύτητας
60000-80000
45000-60000
30000-40000
22500-30000
18000 έως 200000
Συνιστώμενη ταχύτητα εκκίνησης
80000